
Em média, uma caneta permanece sobre uma mesa por nove meses. Esse é o dado do Advertising Specialty Institute — nove meses de manuseio diário, visibilidade diária, impressões diárias da marca. Nenhum anúncio digital compra esse tipo de atenção sustentada. Nenhuma campanha de e-mail permanece na mão de alguém durante reuniões, anotações e assinaturas de contratos. Canetas personalizadas gravadas fazem algo raro no marketing promocional: elas conquistam seu espaço por serem genuinamente úteis e continuam trabalhando muito depois que a primeira impressão desaparece.
Mas é aqui que a coisa fica complicada. Nem todas as canetas personalizadas são o mesmo produto. A diferença entre uma rollerball de latão gravada a laser que um cliente mantém por anos e uma esferográfica de plástico com impressão por almofada que acaba em uma gaveta — ou pior, vaza no bolso da camisa — resume-se a decisões de fabricação tomadas muito antes de o logotipo ser aplicado. Gerentes de compras que entendem essas decisões podem adquirir canetas que realmente fortalecem sua marca. Aqueles que não entendem acabam com 2.000 unidades de arrependimento.
Este guia percorre todo o processo de fornecimento de canetas personalizadas gravadas: os métodos de gravação, as escolhas de materiais que determinam o valor percebido, as métricas de controle de qualidade em nível de fábrica que preveem a satisfação do usuário final e o fluxo de trabalho de aquisição que transforma um logotipo em um produto acabado. É escrito para proprietários de marcas, diretores de marketing e equipes de compras que desejam que seu programa de canetas gere ROI mensurável — não apenas marcar uma caixa em uma lista de verificação de produtos promocionais.
Índice
Resposta Rápida: O Que Torna Canetas Gravadas Personalizadas Um Investimento B2B de Alto ROI?
Programas de canetas corporativas são bem-sucedidos ou fracassam com base em três variáveis: a qualidade da escrita que o usuário final realmente experimenta, a durabilidade da marca ao longo de meses de uso e o alinhamento entre o valor percebido da caneta e o relacionamento que ela pretende fortalecer. Acertando todos os três, você tem uma ferramenta que gera impressões a frações de centavo cada. Errando qualquer um deles, a caneta se torna invisível — ou pior, um sinal negativo para a marca.
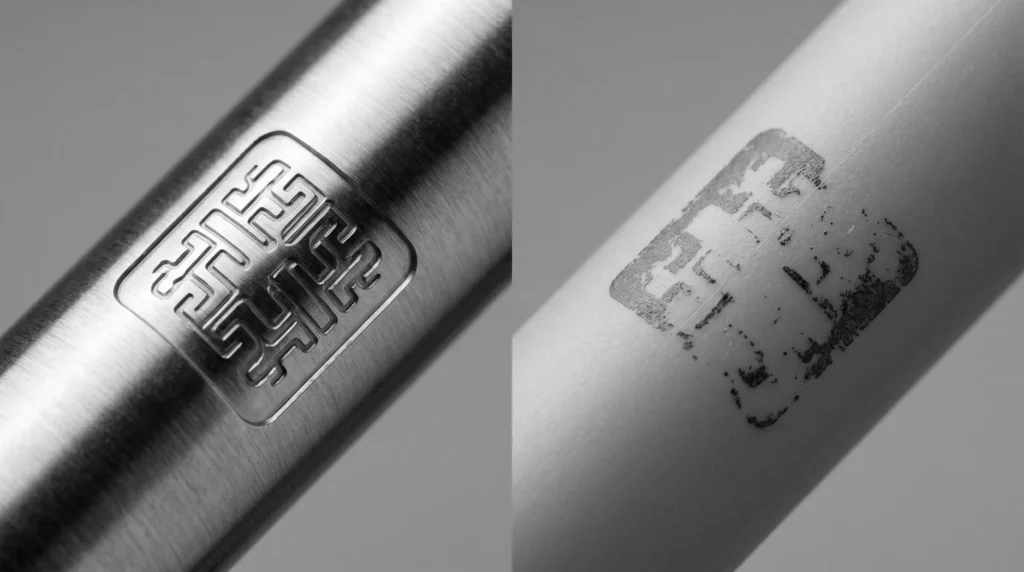
- A gravação a laser em barris de metal produz uma marca permanente que não desbota, lasca ou descasca. O logotipo é parte da caneta, não está sobre ela. Isso é importante para presentes a clientes e kits de integração executiva, onde a caneta representa sua marca por anos, não semanas.
- A impressão por almofada é o padrão econômico para canetas promocionais de plástico — ideal para feiras e brindes de alto volume onde a economia unitária impulsiona a decisão. A impressão pode lidar com até quatro cores especiais em superfícies curvas.
- A escolha do material molda diretamente o valor percebido. Um barril de latão com acabamento acetinado tem uma sensação fundamentalmente diferente na mão do que um barril de plástico moldado por injeção. O peso, a condutividade térmica, a textura da superfície — esses sinais sensoriais dizem ao destinatário se esta caneta é um brinde descartável ou um objeto para ser guardado.
- A qualidade da tinta e a compatibilidade do refil determinam se a caneta será usada ou abandonada. Um refil rollerball de fluxo suave (em conformidade com ISO 12757-2) transforma uma caneta promocional em um item de uso diário. Uma esferográfica que arranha ou falha é descartada.
- A embalagem amplifica o valor percebido. Uma caneta de metal em uma caixa de apresentação é lida como um presente. A mesma caneta solta em um saco plástico é lida como uma amostra. Para programas voltados a clientes, a apresentação importa quase tanto quanto o produto.
Para gerentes de compras avaliando fornecedores, entender esses fatores ajuda a estabelecer especificações de qualidade e critérios de inspeção mais precisos — que é onde a conversa sobre fornecimento geralmente começa a sair dos trilhos.
Canetas Personalizadas Gravadas: Uma Tabela de Avaliação de Qualidade para Compradores B2B
Quando canetas personalizadas gravadas falham nas mãos do usuário final, o gerente de compras raramente ouve falar diretamente. Ele ouve indiretamente — através de taxas de recompra mais baixas, feedback de clientes de que o brinde “parecia barato”, ou de um diretor de marketing que notou que ninguém na conferência estava realmente usando as canetas. Aqui está como reclamações comuns de usuários finais remontam a decisões de fabricação:
| Característica / Problema Comum | Por que é Importante / Falha (Causa Raiz das Reclamações dos Clientes) | Métrica de Controle de Qualidade da Fábrica |
| Gravação desbota ou se torna ilegível em meses | Potência do laser muito baixa durante a gravação; profundidade insuficiente para suportar o desgaste da superfície pelo manuseio diário | Calibração da potência do laser por lote (profundidade mínima de gravação de 0,03 mm em metal); teste de abrasão pós-gravação com simulador de 500 ciclos |
| Caneta vaza tinta no bolso ou na bolsa | Tolerância de vedação entre ponta e barril muito frouxa; viscosidade da tinta muito baixa para o design capilar do sistema de alimentação | Teste de vazamento pressurizado a 0,5 bar por 30 minutos; medição da viscosidade da tinta dentro de ±5% da especificação por lote de produção |
| Mecanismo de clique trava ou falha após uso moderado | Tensão da mola inconsistente; rebarba de injeção na pista interna do came interfere na atuação suave | Teste de ciclo para 10.000 atuações; verificação com calibre passa/não passa nas dimensões internas da pista por lote; medição da força da mola (alvo: 200-300 gf) |
| Posicionamento do logotipo visivelmente descentralizado ou torto | Alinhamento manual sem dispositivo; indexação inconsistente do barril durante gravação/impressão | Rotação automatizada do barril com verificação de alinhamento óptico; inspeção da primeira peça e amostragem em processo a cada 200 unidades |
| Escrita falha ou requer pressão excessiva | Geometria do assento da esfera inconsistente; viscosidade da tinta incompatível com o diâmetro da esfera; detritos na ponta devido à má higiene de montagem | Teste de escrita de 400+ metros por amostra de lote; teste de suavidade de rotação da esfera sob carga de 50 g; protocolo de montagem em sala limpa para refis rollerball |
| Cor ou acabamento varia entre unidades do mesmo pedido | Parâmetros do banho de anodização variam durante a produção; espessura da tinta/revestimento inconsistente no lote | Leitura com espectrofotômetro contra o padrão de cor mestre por lote; medição da espessura do revestimento com medidor digital em 5 pontos por barril |
Uma fábrica que pode mostrar esses registros de CQ por lote de produção — com rastreabilidade de volta aos lotes de matéria-prima — opera em um nível fundamentalmente diferente daquela que oferece uma garantia verbal de “controle de qualidade”. Os registros dizem se o fornecedor mede o que importa. A ausência de registros diz que não.

Os Métodos de Gravação Que Definem a Qualidade da Caneta
Escolher como seu logotipo aparece em uma caneta não é principalmente uma decisão de design. É uma decisão de compatibilidade de material que determina quanto tempo sua marca sobrevive. Os três métodos usados em personalização de canetas têm cada um sua própria física, seus próprios requisitos de material e seus próprios modos de falha.
Gravação a Laser: Permanente, Precisa, Dependente do Material
A gravação a laser não aplica tinta a uma superfície. Ela remove material. Um feixe focado — tipicamente de um laser de fibra para metais ou um laser de CO₂ para madeira e alguns plásticos — vaporiza uma camada fina do barril, criando uma impressão permanente no próprio substrato. O resultado é uma marca que fica abaixo da superfície, não sobre ela.
Isso é importante porque a tinta aplicada na superfície falha previsivelmente. Ela se desgasta contra o tecido do bolso. Reage com óleos da mão e álcool em gel. Descasca em pontos de tensão onde o barril flexiona durante o uso. A gravação a laser evita todos esses modos de falha porque não há nada na superfície para se desgastar. A marca é a ausência de material, não a presença de algo que pode se separar.
A compensação é a cor. A gravação a laser é monocromática — a área gravada mostra o tom do material subjacente. Em alumínio anodizado, a marca aparece como um prata mais claro contra a superfície colorida. Em latão, um contraste mais escuro. Em aço inoxidável, uma impressão fosca sutil que capta a luz de forma diferente do barril polido ao redor. Para marcas cuja identidade depende da reprodução de uma cor PMS específica em um barril de caneta, a impressão por almofada ou serigrafia pode ser a melhor escolha. Para marcas que desejam um visual permanente e premium em canetas de metal, a gravação a laser é a decisão certa.
Em uma linha de produção, a velocidade da gravação a laser depende da área de superfície do design — um logotipo simples pode levar de 3 a 5 segundos por caneta. Na instalação da ZH STATIONERY em Tonglu, onde linhas de montagem automatizadas lidam com mais de 1.000 SKUs anualmente, a estação de gravação opera em linha com a inspeção de qualidade, o que significa que cada caneta gravada passa por verificação dimensional e inspeção visual antes de seguir para a embalagem.
A gravação a laser é mais rápida que a impressão por almofada multicolorida para designs simples, mas não reproduz gradientes ou fotografias, e funciona em metal, madeira, bambu e certos plásticos duros — não em barris de plástico macio ou flexível.

Pad Printing: The Curved-Surface Workhorse
A impressão por almofada resolve um problema que métodos de impressão plana não conseguem tocar: aplicar tinta em uma superfície cilíndrica, curva ou irregular. Uma almofada de silicone pega a tinta de uma placa gravada — o clichê — e a transfere para o barril da caneta, conformando-se à curva em uma única passada. A compressibilidade da almofada torna possível imprimir limpidamente ao redor de um raio de barril que distorceria uma tela plana.
A impressão por almofada lida com até quatro cores especiais (cada cor requer sua própria placa e passada), e a tinta adere a superfícies plásticas através de uma combinação de evaporação de solvente e adesão química. O processo é econômico em volumes acima de 300 unidades — o custo de impressão por unidade cai significativamente à medida que a quantidade aumenta porque o custo de configuração (gravação da placa, correspondência de cores, calibração da máquina) é amortizado ao longo de toda a tiragem.
O teto de durabilidade para impressão por almofada é menor que o da gravação a laser. A tinta fica na superfície, o que significa que é vulnerável à abrasão ao longo do tempo. Um logotipo impresso por almofada em uma caneta de plástico que vive em um bolso ou bolsa por seis meses mostrará desgaste. Em uma caneta que fica em uma mesa de conferência para anotações ocasionais, parecerá limpa por anos. Combinar o método ao contexto de uso é a diferença entre uma caneta que ainda carrega sua marca e uma que não carrega.
Screen Printing And Hot Stamping: Niche Applications
A serigrafia empurra tinta através de um estêncil de malha sobre uma superfície plana ou levemente curva. Ela produz cor mais espessa e opaca que a impressão por almofada — útil quando um logotipo ousado e saturado é a prioridade — mas é menos adequada para canetas cilíndricas de raio apertado. A estampagem a quente usa calor e pressão para transferir folha metálica ou pigmentada para o barril, criando uma marca reflexiva com estética de luxo. Ambas são opções secundárias: serigrafia para canetas promocionais de barril plano, estampagem a quente para embalagens de presente premium onde o brilho metálico adiciona valor percebido.
Materiais da Caneta, Mecanismos e a Engenharia por Trás do Valor Percebido
A razão pela qual uma caneta de latão parece diferente de uma de plástico não é subjetiva. É física — especificamente peso, condutividade térmica e textura da superfície.
Um barril de latão (densidade: ~8,5 g/cm³) pesa aproximadamente três a quatro vezes mais que um barril de plástico ABS moldado por injeção das mesmas dimensões (densidade: ~1,05 g/cm³). Quando alguém pega a caneta, a massa extra é registrada como “substancial” ou “premium” antes mesmo de escrever uma única palavra. A condutividade térmica do metal — a maneira como parece frio ao toque e aquece lentamente na mão — reforça essa percepção. Esses não são sinais de marketing. São propriedades físicas que o cérebro interpreta como qualidade antes de qualquer julgamento consciente ocorrer.
Metal Vs. Plástico: O Que O Cliente Realmente Sente
O alumínio oferece um meio-termo: mais leve que o latão (densidade: ~2,7 g/cm³) mas ainda mais pesado que o plástico, com a opção de acabamentos coloridos anodizados que não lascam — a cor vive dentro da camada de óxido, não sobre ela. O aço inoxidável é mais pesado, mais duro e resiste melhor a arranhões que tanto o latão quanto o alumínio. Cada material comunica uma mensagem de marca diferente. Uma caneta de alumínio anodizado leve com opções de cores brilhantes diz “moderno, criativo, acessível”. Uma rollerball pesada de aço inoxidável com acabamento escovado diz “estabelecido, sério, permanente”.”
As canetas de plástico dominam o mercado promocional por uma razão: custo unitário. Em volumes acima de 1.000 unidades, uma esferográfica de plástico com impressão por almofada pode custar de US$ 0,50 a US$ 1,50 por unidade. Uma rollerball de metal gravada a laser pode custar de US$ 3 a US$ 8. A questão não é qual é “melhor”. É qual corresponde ao contexto de negócios.
Para uma feira onde você está distribuindo 2.000 canetas, plástico com impressão por almofada faz sentido econômico — o custo por impressão é extremamente baixo, e os destinatários esperam um brinde, não um presente. Para um kit de integração de cliente ou um agradecimento executivo, uma caneta de metal com gravação a laser comunica que o relacionamento importa. Usar o material errado no contexto errado não apenas desperdiça orçamento. Envia a mensagem errada.
Sistemas de Tinta e Compatibilidade de Recarga
Uma caneta que parece boa mas escreve mal danifica sua marca mais do que uma caneta que nunca é usada. O sistema de tinta — esferográfica, rollerball ou gel — determina a experiência de escrita, e o padrão do ref.
Ballpoint refills use oil-based ink with a viscosity around 10,000–20,000 centipoise. The ink flows through a tiny ball socket (typically 0.7mm or 1.0mm) and requires slight pressure to write. Ballpoints are reliable across temperature extremes, don’t dry out easily, and work on most paper types including glossy and coated surfaces. The trade-off: the writing feel is less fluid than rollerballs, and the ink color is less saturated.
Rollerball refills use water-based ink with much lower viscosity (around 5–10 centipoise). The ink flows freely — almost like a fountain pen — producing darker, more saturated lines with zero pressure. The smoother feel comes at a cost: rollerballs are more sensitive to paper quality (they bleed through thin paper) and dry out faster if left uncapped. For premium corporate pens where the recipient is expected to use the pen on decent paper — signing contracts, writing thank-you notes — rollerballs deliver a visibly superior writing experience.
For B2B buyers placing custom pen orders, one question to ask a supplier early: “What refill standard does this pen use?” If the answer is a common standard — Parker-style G2, Cross, or international rollerball — the recipient can replace the refill indefinitely, which dramatically extends the pen’s useful life and your brand’s exposure window. If the answer is a proprietary refill only available from the manufacturer, the pen is effectively disposable.
Certificações e Fabricação Personalizada para Programas Corporativos de Canetas
A aquisição de canetas personalizadas gravadas em escala exige a navegação por um conjunto de normas de segurança e qualidade que variam conforme o mercado. Para canetas promocionais distribuídas nos EUA e na UE, os requisitos básicos incluem:
- ASTM D-4236 (EUA): Obrigatório para todos os materiais de arte e escrita. Exige uma revisão toxicológica confirmando que o produto não apresenta risco crônico à saúde. A declaração “Em conformidade com a ASTM D-4236” deve constar na embalagem do produto.
- EN71-3 (UE): Exigido para produtos que possam ser usados por crianças. Testa a migração de 19 metais pesados — incluindo chumbo, cádmio e mercúrio — de componentes acessíveis. Este é o teste de segurança química mais caro e crítico para produtos à base de tinta.
- REACH (UE): Regulamentação química mais ampla que abrange Substâncias de Alta Preocupação (SVHC) em todas as categorias de produtos, não apenas itens infantis.
- ISO 9001: Certificação do sistema de gestão da qualidade. Indica que o fabricante segue processos documentados e auditáveis para produção, inspeção e ação corretiva — mas não garante, por si só, a qualidade do produto.
- Prop 65 (Califórnia): Exige rótulos de advertência se os produtos contiverem produtos químicos conhecidos por causar câncer ou danos reprodutivos acima de limites de exposição específicos. Relevante para quaisquer canetas distribuídas na Califórnia.
Ao avaliar fornecedores, solicite relatórios de teste que cubram seu modelo específico de caneta e formulação de tinta. Uma declaração genérica “temos certificação EN71” não é suficiente — verifique se o relatório inclui a Parte 3 (teste de migração química), não apenas as Partes 1 e 2 (mecânica e inflamabilidade). O teste da Parte 3 é o caro, e é por isso que alguns fornecedores o ignoram, ainda assim alegando conformidade.
Principais serviços de fabricação B2B a serem avaliados na aquisição:
- Quantidade Mínima de Pedido (MOQ) a partir de 2.000 peças por SKU para pedidos totalmente personalizados, com mínimos menores (500–1.000 peças) possíveis para gravação de logotipo semipesonalizada ou em modelo de estoque.
- Múltiplos métodos de personalização internos: gravação a laser para corpos metálicos, tampografia para corpos plásticos, serigrafia para superfícies planas.
- Personalização completa da embalagem — desde saquinhos de veludo individuais e caixas de apresentação até embalagens em sacos plásticos a granel para distribuição em feiras.
- Suporte para design 3D e prototipagem física: renderizações CAD em até 72 horas, amostras físicas de pré-produção em 5–7 dias.
- Protocolo de inspeção de qualidade: inspeção visual e funcional de 100% das peças, não amostragem estatística — cada unidade verificada antes da embalagem.
- Amostras grátis para compradores qualificados avaliarem a qualidade do material, o desempenho da escrita e a precisão da gravação antes de se comprometerem com um pedido de produção.
Se você está adquirindo canetas personalizadas gravadas para um próximo programa corporativo e deseja discutir especificações, materiais ou preços por volume, pode entrar em contato com a equipe ZH STATIONERY.

Perguntas Frequentes
P: Qual é a diferença entre gravação a laser e impressão por almofada para canetas personalizadas?
A gravação a laser remove material do corpo usando um feixe de laser focado, criando uma marca permanente que fica abaixo da superfície. Ela não desbota, lasca ou descasca — o logotipo é literalmente parte da caneta. A tampografia transfere tinta de uma placa gravada para a superfície através de uma almofada de silicone, que se adapta a corpos curvos. A tampografia suporta até quatro cores e custa menos por unidade em grandes volumes, mas a tinta fica na superfície e se desgasta com o atrito ao longo de meses de uso diário. Escolha a gravação a laser para canetas metálicas destinadas a presentes para clientes e kits executivos. Escolha a tampografia para canetas plásticas de alto volume destinadas à distribuição em feiras .
Q: Quanto tempo leva para produzir um pedido de caneta personalizada com gravação?
Os prazos de entrega padrão para a maioria dos fabricantes de canetas B2B variam de 2 a 4 semanas para modelos de estoque com gravação de logotipo a 6 a 8 semanas para designs totalmente personalizados que exigem novos moldes. O cronograma se divide aproximadamente em: 2 a 3 dias para prova digital e aprovação, 5 a 7 dias para amostragem de pré-produção e 10 a 20 dias para produção, dependendo do volume do pedido e da complexidade da personalização. Considere o tempo de envio (7 a 14 dias por mar, 3 a 5 dias por via aérea) ao planejar um evento. Para fabricantes com linhas de produção automatizadas e gravação a laser interna — como a ZH STATIONERY, que realiza a gravação em linha com a inspeção de qualidade em seu chão de fábrica — a própria etapa de gravação adiciona tempo mínimo ao ciclo de produção padrão.
P: Qual é a quantidade mínima de pedido para canetas personalizadas gravadas?
Os MOQs variam conforme o fornecedor e o nível de personalização. Para modelos de canetas em estoque com gravação de logotipo, muitos fabricantes aceitam pedidos a partir de 500 a 1.000 unidades. Para canetas totalmente personalizadas que exigem novos moldes de injeção, formulação de cores e embalagens exclusivas, os MOQs geralmente começam em 2.000 unidades por SKU. Alguns fabricantes podem atender a mínimos ainda menores para pedidos semipersonalizados, nos quais você seleciona entre designs de corpo, cores e mecanismos existentes, adicionando gravação e embalagens personalizadas.
Q: Posso obter amostras antes de fazer um pedido em grande quantidade?
Sim — e você deve. A maioria dos fabricantes de canetas B2B oferece dois tipos de amostras. Uma “amostra de estoque” (às vezes chamada de amostra aleatória) permite avaliar a qualidade do material, peso, equilíbrio e desempenho da escrita da caneta antes de qualquer personalização. Uma “amostra de pré-produção” (ou amostra PP) inclui a gravação ou impressão real do seu logotipo no modelo de caneta selecionado, produzida no mesmo equipamento que executará o pedido completo. A amostra PP é sua última oportunidade de verificar a profundidade da gravação, o posicionamento do logotipo e o acabamento geral antes do início da produção. Solicite ambas quando o orçamento e o cronograma permitirem.
Q: Qual formato de arquivo preciso fornecer para gravação a caneta?
Arquivos vetoriais são necessários para gravação e impressão nítidas e escaláveis. Envie seu logotipo nos formatos .AI (Adobe Illustrator), .EPS ou .SVG. Esses formatos definem gráficos como caminhos matemáticos, em vez de pixels, garantindo que a gravação permaneça precisa em qualquer tamanho. Se você possui apenas um arquivo raster — .JPG ou .PNG — a maioria dos fabricantes oferece serviços básicos de conversão vetorial, embora logotipos complexos possam exigir trabalho adicional de design. Especificamente para gravação a laser, o mais simples é melhor: linhas finas, textos pequenos e detalhes intrincados são reproduzidos com clareza, mas gradientes, sombras e fotografias não serão traduzidos.
P: Como verifico o processo de controle de qualidade de um fornecedor para pedidos de canetas personalizadas?
Peça para ver os registros de controle de qualidade (QC logs) de lote de uma execução de produção recente — não um resumo, as folhas de registro reais. Procure por: medições de viscosidade da tinta por lote, registros de calibração da potência do laser, verificações de tolerância dimensional nas roscas do corpo e ajuste da tampa, e resultados de teste de escrita (mínimo de 400 metros de escrita contínua sem falhas). Uma fábrica que monitora essas métricas e as rastreia até lotes de produção específicos opera com controle de qualidade genuíno. Uma que não consegue produzir esses registros está realizando apenas inspeção visual — que detecta defeitos óbvios, mas perde os problemas sistêmicos que geram reclamações de clientes semanas ou meses depois. Para discutir padrões de qualidade diretamente com a equipe de produção da ZH STATIONERY, você pode contatá-los em https://zhpens.com/contact/.
Um programa de canetas corporativas é uma daquelas raras decisões de compra em que acertar os detalhes compensa por anos — e errá-los produz um fluxo lento e silencioso de danos à marca que ninguém rastreia em uma planilha. A caneta que vaza na bolsa de um cliente. O logotipo que desbota e vira um borrão após três meses. O mecanismo que trava no meio de uma assinatura de contrato.
Nenhum desses é catastrófico individualmente. Mas, cumulativamente, eles moldam como as pessoas se sentem em relação à sua marca.
A solução não é gastar mais dinheiro. É entender as variáveis de fabricação que determinam se uma caneta ganha seu lugar na mão de alguém ou é enterrada em uma gaveta. Escolha do material. Método de gravação. Sistema de tinta. Integridade da vedação da tampa. Estas são decisões de engenharia, não decisões de marketing — e adquirir de um fabricante que as trata como tal é como você constrói um programa de canetas personalizadas que realmente funciona.
Leitura Relacionada para Compradores
Utilize estes guias relacionados para comparar produto, embalagem, conformidade e decisões de sourcing antes de enviar um RFQ.



